
調質 - Thermal Refining -
機械構造用鋼で強さや靭性を得るための処理
機械構造用鋼で「強靭性」を得るために、焼入れしてマルテンサイト化した鋼を、500℃~600℃の温度で焼戻しを行い、ソルバイト組織を得ることを言います。
焼入れ
鋼を加熱し、急速冷却して鋼をマルテンサイトという組織にする処理です。
焼戻し
焼入れにより硬化した鋼に靭性を与える目的で行われる処理です。用途に応じて硬さを調整します。
下記の写真は、SCM435のシャフトを調質する際の処理風景です。シャフト重量は1本1,280kg、設備は台車式焼入れ炉(3号炉)を使用しています。
焼入れ

段付きシャフトを専用冶具にセット
860℃にて6時間保持した状態
運搬:
クレーンで冶具ごと吊り上げて油槽へ移動
焼入れの瞬間:
加熱炉から焼入れ油槽までに要する時間はおおよそ30~40秒
焼戻し
焼入れしたままだと硬くもろいので、靱性を高めるために焼戻し処理を行います。

品物を炉にセット(台車式ガス炉を使用)
570℃にて7時間保持した状態
水槽に入れて冷却①
水槽に入れて冷却②
水槽に入れて冷却③
加熱温度(焼入れ)
一般的な方法として鋼をオーステナイト化温度で加熱保持します。オーステナイト化温度は下記の通りです。
■炭素鋼の焼入温度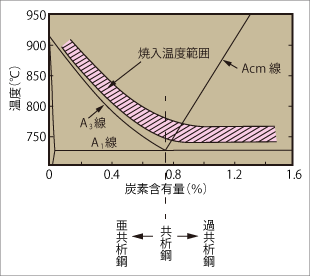
- 炭素量0.77%以下の鋼(亜共析鋼)では760℃~950℃位
- 炭素量0.77%以上の鋼(過共析鋼)では760℃~780℃位
冷却方法
冷却剤は主に、水・油・水溶液・ガス・熱浴があります。 これらは鋼種、形状、肉厚、内部硬さ、歪み等を考慮して選択されます。(弊社では水・油のみ使用)
焼入れ設備
- 台車式焼き入れ炉(3号炉)
高900×幅1,400×長4,500(重量は1個あたり1,500kgまで) - 焼入れ用ガス連続炉(1号炉)
高300×幅900×長4,500(この釜は小物部品の焼入れに適しております)